

1.서 론
BaTiO3(BT)는 우수한 강유전 특성을 가지고 있으며, 압 전 특성 또한 우수해 다양한 소자에 적용된다.1-3) 압전 특성은 재료 자체의 도메인의 크기, 방향 등에 따라서 다양한 물성을 구현할 수 있으며, 다양한 도메인을 동 일한 방향으로 배향시킴으로써 우수한 물성을 구현해 낼 수 있다. 일반적으로 우수한 압전 물성은 재료를 단결 정으로 만듦에 따라 얻을 수 있다. 단결정 제조 방법으 로는 크게 액상성장법과 seed를 기반으로 단결정을 성장 시키는 고상성장법(solid state grain growth, SSCG)으로 나눌 수 있다. SSCG은 비정상 입성장 성장 거동을 보 이는 조성에서 잘 일어나기 때문에 BT를 이용해 단결 정 성장시키기위한 방법으로 매우 적합하다. 하지만 일 반적인 SSCG을 이용해 제조한 단결정은 성장 과정에서 내부에 기포가 고립되어 균일한 물성을 얻을 수 없다는 치명적인 단점을 가지고 있다.4-6)
Seed를 기반으로 단결정을 제조하는 공정은 작은 결정 립 내부의 원자가 표면 에너지 감소를 위해 seed 표면 으로 확산, 이를 핵으로 삼아 점차 성장하는 메커니즘 을 통해 결정립이 성장하게 된다. 한편, seed 면의 가공 방향에 의해 표면 에너지는 다양하게 나타나는데 이는 단위 면적당 결합이 끊어져 불안정한 상태의 원자의 수 에 의해 결정된다.7) 불안정한 원자들은 큰 결합에너지를 가지기 때문에 해당 방향으로의 결합이 다른 방향으로 의 결합보다 더 빠르게 진행되며, 이와 같은 과정에 의 해 결정립 성장 속도가 달라지게 된다. 관련 연구에서 도 seed 기판의 가공면에 따라 기판에 수직한 방향과 측 방향으로의 결정립 성장 속도가 달라지게 되며 다양한 형태의 결정립 성장 거동을 보인다.8)
상온분말분사법(aerosol deposition, AD)은 세라믹 분말 을 기판에 강하게 분사해 상온에서 세라믹 코팅층을 제 조할 수 있는 공정이다. 따라서 해당 공정은 기판에 종 류와 상관없이 다양한 종류의 세라믹 코팅층을 기판의 손상없이 제조할 수 있다는 장점을 가지고 있다. 뿐만 아니라 코팅 과정에서의 분말 입자-기판 사이의 강한 충 격에 의해 제조된 코팅층은 나노 크기의 결정립이 치밀 하게 형성된다. 이러한 공정의 장점을 이용해 모재 보 호를 위한 기계적, 내 화학 코팅층 제조, 기능성 세라 믹 제조를 통한 소자 등9-12) 다양한 분야에 응용된다. 기 공이 없는 치밀한 코팅막은 산화, 기계적 마찰로부터 모 재를 지키는데 탁월할 뿐만 아니라, 에너지 저장 소자 의 절연 파괴 전압을 증가시킴과 동시에 나노 도메인 형 성을 유도함으로써 유전 손실을 줄일 수 있다는 장점을 가지고 있다.13)
AD 공정으로 제조한 코팅층은 매우 치밀하며, 나노 결 정립을 가지고 있다는 특징을 가지고 있다. 이와 같은 공정의 특수성을 이용해 seed위에 단결정을 성장시킬 때 내부 기공이 형성되는 현상을 없앨 수 있을 것이라 판 단하였으며, 이를 본 연구에 적용하였다. 본 연구에서는 기공이 없는 단결정 제조에 앞서 AD 코팅층의 고온 결 정 성장 거동을 관찰 및 분석하고자 하였다. 코팅을 위 해 선정한 조성은 대표적인 비정상 입성장 거동을 보이 는 BT이며,14) AD 공정을 이용해 SrTiO3(ST) (100), (110) seed에 코팅층을 제조하였다. 그리고 제조한 코팅 층은 900, 1,100, 1,300 °C에서 열처리 하였으며, 주사전 자현미경을 이용해 표면을 관찰하였다.
2. 실험 방법
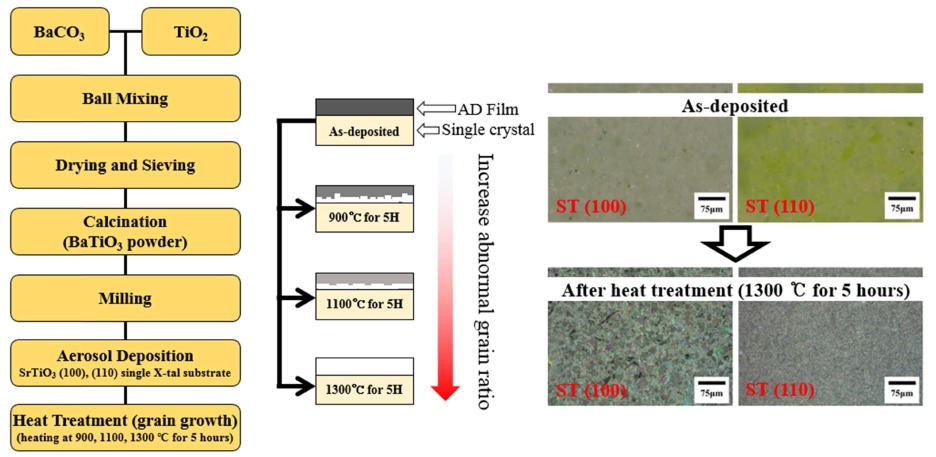
BT의 조성에 맞도록 BaCO3 (> 99 %, Aldrich), TiO2 (> 99 %, Aldrich) 분말을 배치한 후 에탄올 용매와 지 르코니아 볼과 함께 볼밀용 용기에 담아 분당 400의 회 전속도로 24시간 동안 볼밀 공정을 진행하였다. 혼합 분 말에서 에탄올을 완전히 제거하기 위해 건조 오븐에서 80 °C로 24시간 동안 건조하였으며, 체가름을 하여 혼 합 분말의 입도를 조절하였다. 에탄올을 완전히 제거한 혼합 분말은 전기로를 이용해 5 °C/min의 승온 속도로 1,200 °C까지 승온한 후 2시간 동안 하소하여 BT 분말 로 합성하였다. 합성한 BT 분말은 입도를 조절하기 위 해 체가름 과정을 진행하였다. 합성한 분말의 평균 입 도는 4 μm였으며, 상온 분말 분사 공정을 이용해 (100), (110)으로 가공된 ST seed 기판 위에 분사하였다. 분말 은 1.5 × 10−1 torr의 챔버 내에 있는 1 mm× 5mm 직경 의 노즐을 통해 5 mm 거리에 있는 기판을 향해 분사하 였으며, 이때 기판은 1 mm/s로 5회 왕복 운동하여 9 μm 두께를 가지는 코팅층을 제조하였다. 서로 다른 기 판에 코팅된 BT층의 성장 거동을 확인하기 위해, 각 시 편은 5 °C/min의 속도로 승온 한 후 900 °C, 1,100 °C, 1,300 °C에서 5시간 동안 열처리하였다. 열처리 조건에 따 라 코팅층 내 비정상 성장 결정립의 비율이 증가하였으 며 이에 대한 내용과 실험 과정을 Fig. 1에 나타내었다. 다양한 온도에서 열처리한 시편의 성장 거동은 스퍼터 를 이용해 시편 표면에 백금 코팅을 진행한 후 전자주 사현미경(field emission scanning electron microscopy, FE-SEM, S-4300SE, Hitachi)을 이용하여 관찰하였다.
3. 결과 및 고찰
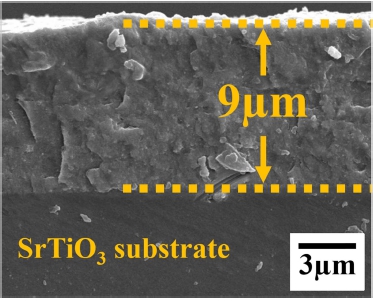
상온분말분사공정을 이용해 (100), (110)으로 가공한 ST seed 기판 위에 코팅한 BT층의 단면의 사진을 Fig. 2에 나타내었다. 막의 형태는 seed 기판 종류에 따른 차이가 없음을 확인할 수 있었다. 또한, 코팅 직후의 BT 코팅 층은 9 μm의 두께를 가지고 있었으며, 막 내부에 기공 이 없음을 확인할 수 있었다. 이를 통해 상온분말분사 공정의 코팅과정에서 기판-분말 입자간 충돌이 매우 강 하게 발생함을 추정할 수 있다.9-12)
열처리에 의한 BT 코팅층의 변화를 관찰하기 위해 코 팅 직후, 900 °C에서 5시간 동안 열처리한 시편의 표면 을 10만배 확대한 사진을 Fig. 3에 나타내었다. 각각의 코팅층 표면은 seed의 가공면방향과 무관하게 동일한 성 장 거동을 보였다. Fig. 3(a)는 코팅 직 후의 표면 사진 으로 결정립이 명확하게 관찰되지 않았으며, 이를 통해 코팅 직후의 BT는 강한 충돌에 의해 분말 입자가 깨져 수십 nm 이하의 결정립으로 형성되어 있음을 추정할 수 있었다.15) 결정립 성장 거동을 확인하기 위해 시편을 900 °C에서 5시간 동안 열처리 하였으며, 10만배 확대하 여 관찰하였으며, 이를 Fig. 3(b)에 나타내었다. 코팅 직 후의 표면과는 다르게 열처리 후 표면을 구성하고 있는 결정립의 크기는 수십 nm(사진 좌측 부분)에서 150 nm (사진 우측 부분)로 다양한 크기를 가지고 있음을 확인 할 수 있었다. 이러한 표면 거동은 식 (1)을 이용해 설 명이 가능하다.
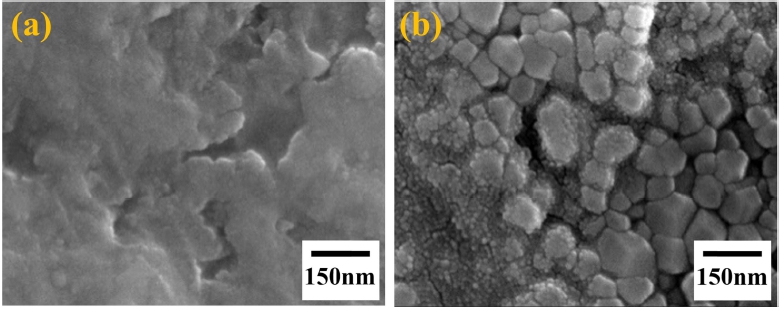
Fig. 3
SEM images of BT surface on ST (100), (110) (a) as-deposited and (b) heat treated at 900 °C for 5 h.
식 (1)은 결정립 크기와 표면 에너지의 관계를 나타낸 식으로 γ는 결정립계의 에너지, G는 계가 가지는 자유 에너지 그리고 A는 결정립의 단위 면적을 의미한다.16) 식에서도 확인할 수 있듯이 결정립의 계면에너지는 단 위 면적에 반비례하는 것을 확인할 수 있다. 따라서 결 정립 내의 원자가 자유롭게 이동할 수 있는 충분한 에 너지가 주어지게 되면, 표면 에너지를 줄이기 위해 결 정립 내부의 원자는 보다 안정적인 결정립으로 이동하 게 되며, 이와 같은 과정에 의해 결정립 성장이 이뤄지 게 된다.17) Fig. 3(b)의 큰 결정립 주위에 형성된 작은 결정립은 내부 원자가 이동할 만큼의 충분한 에너지를 받지 못한 상태로 냉각되어 보이는 거동으로 판단된다.
Fig. 4(a), (b)에 BT를 ST (100), (110)에 코팅한 후 1,100 °C에서 5시간 동안 열처리한 시편의 10만배 확대 표면 사진을 나타내었다. 900도에서 열처리한 시편과는 다르게 모든 부분에서 동일한 형태의 결정립이 형성되 었음을 확인할 수 있었다. 하지만 seed의 가공면에 따라 다른 결정립 성장 거동을 보였다. ST (100)의 BT 결정 립은 표면에 수직한 방향으로 직사각기둥이 쌓여있는 형 태로 성장한 형태를 보였으며, ST (110)의 BT 결정립 은 얇은 판상이 겹겹이 쌓여 끝이 점차 좁아지는 형태 인 것을 확인할 수 있었다. 이는 seed 가공 방향에 따 른 결정립 성장 속도 차이에 의해 나타나는 현상으로, seed를 이용해 단결정 제조공정에서는 쉽게 관찰할 수 있 는 현상이다. 가공 면에 따라 표면에 노출된 결합이 끊 어진 원자의 개수가 증가하게 되며, 그 결과 표면에너 지가 증가한다. 그리고 표면 에너지가 클수록 결정립 성 장 속도가 빨라지게 된다.16) Trolier-McKinstry팀은 seed 의 가공 방향에 따라 결정립 성장 속도가 40 μm/h에서 590 μm/h까지 달라지는 것을 확인하였다.8)
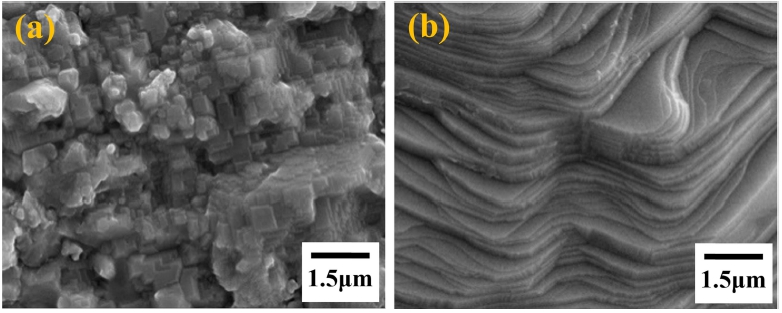
Seed 표면 에너지에 따른 단결정의 성장 거동을 Fig. 5(a), (b)에 나타내었다. ST (100)은 낮은 표면 에너지를 가지고 있어 표면에 수직하는 방향으로의 결정립 성장 이 매우 느리다. 따라서 측면 방향과 표면에 수직한 방 향으로의 결정립 성장 속도 차이가 얼마 나지 않아 Fig. 5(a)와 같이 직사각 형태로 성장하게 된다. 반면, ST (110)은 매우 높은 표면 에너지를 가지고 있어 표면에 수 직한 방향으로의 결정립 성장이 측면 방향으로의 성장 속도 보다 매우 빠르므로 (110)에 해당하는 면이 점점 좁아지게 되며, 시간이 지남에 따라 결국은 사라지게 된 다[Fig. 5(b)]. 이러한 현상에 의해, 낮은 표면 에너지를 가진 seed에서 성장한 시편은 직사각 기둥 형태로 성장 하게 되며, 높은 표면 에너지를 가진 seed에서 성장한 시 편은 피라미드 형태로 성장하게 된다. BT 코팅층의 두 께가 너무 얇아 표면부에서도 이와 같은 거동을 관찰할 수 있었던 것으로 판단된다.
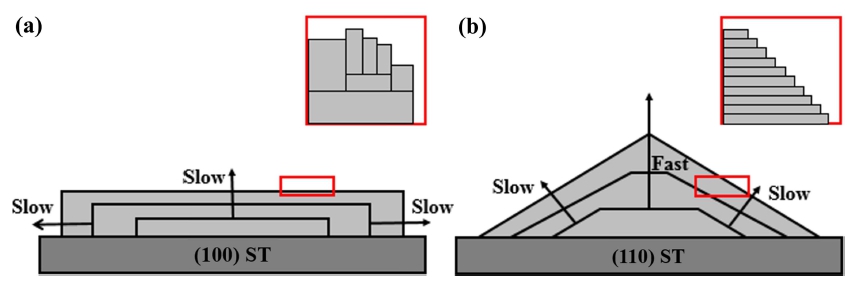
Fig. 6에 ST (100), (110)에 BT를 코팅한 후 1,100 °C, 1,300 °C에서 5시간동안 열처리한 시편 표면의 10만 배 확대 사진을 나타내었다. 모든 시편의 표면은 기공 없이 치밀한 형태로 구성되어 있는 것을 확인할 수 있 었다. 각 시편은 seed의 가공 방향에 따라 유사한 형태 를 보이고 있었으며, 모든 시편의 측면에 경계층이 형 성된 것을 확인할 수 있었다. 각 시편의[Fig. 6(a), (b), (c), (d)] 경계층 간 거리는 ~300, ~150, ~75, ~13 nm로 조건에 따라 다른 것을 확인할 수 있었다. 동일한 seed 의 시편에서는 열처리 온도에 따라 경계층 간 거리가 좁 아졌으며, 이로 인해 원자가 이동이 활발해 질수록 경 계층 간 거리가 좁아지는 것임을 추정할 수 있었다[Fig. 6(a), (c)→ 300, 75 nm/Fig. 6(b), (d)→ 150, 13 nm]. 그리고 seed 표면 에너지가 클수록 경계층 간 거리가 좁 아지는 것을 확인할 수 있었다[Fig. 6(a), (b)→ 300, 150 nm/ Fig. 6(c), (d)→ 75, 13 nm]. 이를 통해 결정립 성장 속도와 경계층 간 거리가 반비례함을 확인할 수 있 었다.
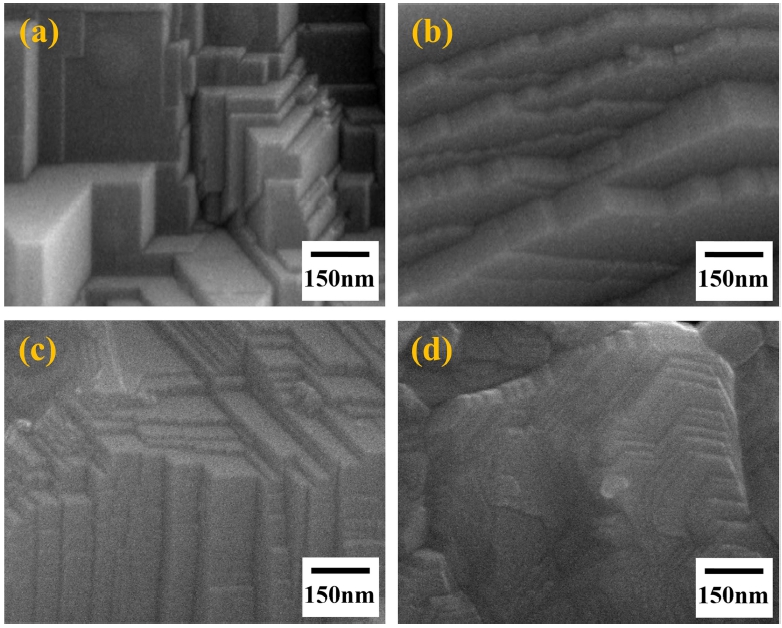
Fig. 6
SEM images of BT surface heat treated at 1,100 °C for 5 h on (a) ST (100) and (b) ST (110) and heat treated at 1,300 °C for 5 h on (c) ST (100) and (d) ST (110).
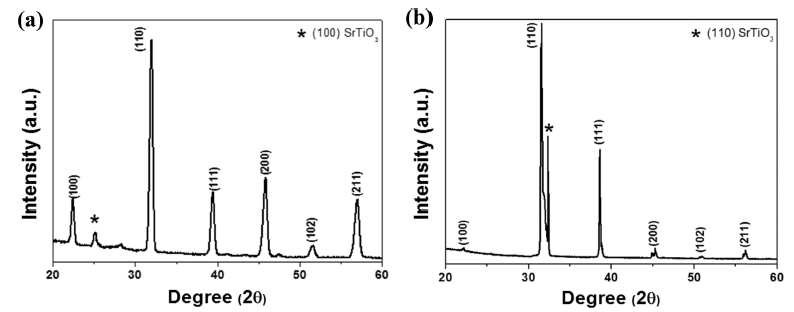
Fig. 7(a), (b)에 ST (100), (110)에 BT를 코팅한 후 1,300 °C에서 5시간동안 열처리한 시편 표면의 X선 회 절 패턴을 나타내었다. 두 시편은 모두 전형적인 BT의 X선 회절 패턴을 가지고 있었지만 ST seed의 가공 방 향에 따라 X선 회절 패턴의 세기 비율이 달라졌다. 이 를 비교하기 위해 각 시편의 (100)/(110), (200)/(110) 수 치를 계산해보았다. BT 코팅층에서 (100)/(110), (200)/ (110)는 ST (100)에서 0.2818, 0.3790 그리고 ST (110) 에서 0.0107, 0.0424였다. ST (100)의 BT층은 (100), (200) 그리고 ST (110) 의 BT층은 (110)에 해당하는 X 선 회절 패턴의 세기가 강하게 나타났으며, 이를 통해 ST 가공 방향과 동일한 면방향으로 결정 성장이 일어나 는 것을 확인할 수 있었다.
4.결 론
상온분말분사법을 이용해 BT 코팅층을 ST (100), (110) seed 기판 위에 제조하였다. Seed 위에 형성된 BT 코팅층의 두께는 ~9 μm였으며, 매우 치밀한 미세구조를 가졌다. 결정 성장거동을 관찰하기 위해 BT 코팅 시편 을 900, 1,100, 1,300 °C에서 5시간 동안 열처리하였다. 코팅 직후의 AD 막에서는 표면에서는 나노 크기의 매 우 작은 결정립을 가지고 있었으나, 900 °C에서 수십에 서 150 nm 크기의 결정립이 형성되었으며, 큰 결정립 주 위에 작은 결정립이 밀집되어 있는 것을 확인할 수 있 었다. 이는 작은 결정립이 표면 에너지를 줄이기 위해 내부의 원자가 큰 결정립으로 이동하는 현상에 의해 나 타난 현상이며, 결정립 직경의 분포가 다양한 것을 통 해 결정립 성장을 위한 충분한 에너지가 주어지지 않았 음을 나타낸다. 한편 1,100 °C에서 열처리한 시편의 표 면은 seed의 가공 면에 따라 다르게 나타나는 것을 확 인할 수 있었다[ST (100) – 직사각 기둥, ST (110) – 판상 적층형]. 이는 가공면에 따른 표면 에너지 차이에 의해 특정 방향으로의 결정립 성장 속도 차이가 발생하 여 나타난 것이다. BT의 고온 성장 거동을 확인하기 위 해 1,300 °C에서 열처리하였으며 고온 성장 후 BT의 X 선 회절 패턴을 확인하였다. BT 코팅층은 seed의 가공 방향과 동일한 면방향의 X선 회절 패턴의 세기가 강한 것을 확인할 수 있었다. 1,100 °C, 1,300 °C에서 열처리 한 시편과 함께 표면을 관찰하였다. 모든 시편에서 경 계층이 형성된 것을 확인할 수 있었으며, 결정립 성장 이 빠를수록 간격이 좁아지는 것을 확인할 수 있었다. 단면 관찰을 통해 매우 치밀한 코팅층이 형성되었음을 확인할 수 있었으며, seed의 가공 방향에 따라 BT 층 의 결정립 성장이 다르게 보임을 확인할 수 있었지만 단 결정은 확인할 수 없었다. 이는 AD 코팅층이 가지고 있 는 특징 (코팅층 내부에 형성된 응력, 나노 크기 결정 립)을 고려하지 않고 열처리 조건을 설정해 연구를 진 행해 나타난 현상으로 판단된다.
