

1. 서 론
석탄재 (fly ash)는 화력발전소 및 공장에서 석탄을 연 소할 때 발생하는 대표적인 분진형 산업폐기물이다. 이 러한 석탄재 산업폐기물은 레미콘 혼화재와 시멘트 원 료 등에 재활용되지만 여전히 상당히 많은 양이 매립하 여 처리되는 과정에서 높은 처리비용과 토양 오염, 사 회적 갈등을 발생시키고 있다.1) 따라서 많은 연구자들은 이러한 산업폐기물을 재활용하기 위하여 건설, 농업, 세 라믹과 같은 다양한 분야에 활용할 수 있는 연구를 진 행하였다. 석탄재의 주성분은 알루미나(Al2O3)와 실리카 (SiO2)로 뮬라이트(3Al2O3·2SiO2) 기반 세라믹 다공체 제 조에 적합한 원료이며 이는 많은 연구자들에 의하여 입 증되었다. 이와 같은 석탄재는 재활용을 통한 환경문제 해결 뿐만 아니라 실리카와 알루미나 성분을 이용한 고 부가가치 기능성 세라믹 제품의 원료로 사용하기에 적 합하다.2)
세라믹 다공체는 낮은 밀도와 낮은 열전도도 및 우수 한 기계적 특성을 가지고 있기 때문에 필터, 단열재, 방 음재와 같은 다양한 방법이 있다.2) 세라믹 다 공체의 제조 방법으로는 부분 소결법(partial heat-treat method), 기공 형성제 첨가법(sacrificial fugitives method), 직접 발포법(direct foaming method), 복제법(replica template method) 등 다양한 방법이 있다.3) 그 중에서도 복 제법은 가장 간단하게 상호 연결되어있는 개방형 세라 믹 다공체를 제작할 수 있어서 널리 사용되고 있다. 또 한 복제법을 이용하여 다공체를 제작한다면 기공의 형 태, 기공률 등을 효과적으로 조절이 가능하다는 장점이 있다. 그러나 이러한 방법을 이용하여 제작된 높은 기 공률을 갖는 세라믹 다공체의 경우 기둥(strut)이 비어있 는 중공체가 형성되기 때문에 다른 제조 방법보다 기계 적 강도가 낮다는 단점이 있다.4) 이러한 단점을 보완하 기 위하여 세라믹 휘스커를 성장시켜 세라믹 폼(ceramic foam)을 제작한다면 비어있는 strut 내부에 세라믹 휘스 커(ceramic whisker)간에 가교 영역이 형성되어 지지체 역할을 하기 때문에 강도를 증진시킬 수 있어 복제법으 로 제작한 세라믹 다공체의 단점을 보완할 수 있다.5)
세라믹 휘스커는 일반적으로 질화규소(Si3N4), 탄화규소 (SiC), 뮬라이트(3Al2O3· 2SiO2)를 통하여 효과적으로 제 조할 수 있다.6-7) Si3N4, SiC와 같은 휘스커 구조재료는 훌륭한 기계적 특성을 가지고 있는 구조재료이지만 고 온에서 취약하여 산화 혹은 분해 될 가능성이 있고 가 격이 비싸다는 단점이 있다.8) 그러나 뮬라이트 휘스커는 다른 휘스커 구조재료보다 안정적이며, 뮬라이트의 결정 성장은 다른 결정학적인 방향보다 c-축에 평행한 결정 학적 방향에서 더 빠르게 성장하기 때문에 결과적으로 이방성을 띄는 높은 방향으로 성장하는데 유리하다.9) 뮬 라이트 휘스커를 제작하기 위한 대표적인 촉매로 AlF3, MoO3, TiO2, MgO, V2O5와 같은 촉매가 사용되었다.10-14) 이러한 촉매들은 뮬라이트가 c-축으로의 성장을 촉진하기 위한 SiO2의 액상 형성 온도와 뮬라이트화(mullitization) 온도를 낮추는 것으로 확인되었다. Zhaoping Hou 등의 보고에 따르면 MoO3를 촉매로 하여 제작된 뮬라이트 휘 스커를 성장시킨 다공성 세라믹은 mullitization의 온도가 낮아 상대적으로 수축률이 낮기 때문에 다른 촉매들 보 다 비교적 높은 다공성을 가질 수 있는 촉매라고 보고 되었다.15) 또한 MoO3는 다른 산화물 촉매들과 비교하였 을 때 높은 강도와 기공률을 가지는 것으로 확인되었다.16) 기존 연구들은 대부분 발포법, 부분 소결법으로 진행되 었으며, 작은 기공 크기로 인한 구조적으로 좁은 공간 때문에 뮬라이트 휘스커의 종횡비가 낮다.
본 연구에서는 높은 기공률을 가지는 세라믹 다공체를 보다 쉽고 간편하게 제작할 수 있는 복제법을 사용하여 세라믹 다공체를 제작하였으며, Al2O3와 석탄재를 원료 로 하고 MoO3를 촉매로 사용하여 뮬라이트 휘스커를 합 성하였다. 그 이후 온도에 따라 뮬라이트 휘스커를 성 장시킨 다공성 세라믹의 미세구조의 변화를 관찰하였으 며 뮬라이트 휘스커가 특성에 미치는 영향에 대하여 연 구하였으며 구조적으로 더 넓은 공간을 확보하여 종횡 비가 높은 뮬라이트 휘스커를 가지는 세라믹 다공체를 제작하였다. 그 후 뮬라이트 휘스커의 종횡비에 따른 특 성에 대하여 연구하였다.
2. 실험방법
뮬라이트 휘스커를 제작하기 위하여 석탄재(Yeongheung Power Division, d50: 8.09 μm)와 Al2 O3 (Smitomo Chemicals Co., Ltd., d50: 0.34 μm)이 사용되었다. 뮬라 이트 휘스커를 결정학적구조에서 c-축으로의 성장을 촉 진시키기 위한 촉매로 MoO3 (Sigma-Aldrich, d50: 14.4 μm)를 사용하였으며, polyvinly alcohol (PVA, Sigma- Aldrich Mw: 9,000~10,000)은 코팅 슬러리의 바인더로 사용되었다. 석탄재의 화학 조성은 Table 1에 나타내었 다. DIW를 용매로 하여 PVA (Mw : 9,000 ~ 10,000)와 혼합하여 PVA 10 wt% solution을 제작하였다. 고형분 함 량은 60wt%로 고정하여, Al2O3와 SiO2가 3 : 1 몰비를 가지게 하고, MoO3의 함량을 중량대비 0, 5, 10, 20 wt%로 조절하였다. 그 후 10mm 크기의 알루미나 볼 과 함께 18시간 동안 볼밀(ball mill)하여 코팅 슬러리를 제조 하였다. Fig. 1(a)는 본 실험에 사용된 폴리우레탄 폼 (polyurethane foam)의 사진이다. 코팅액에 polyurethane foam (80 ppi, pore per inch)을 침지시키고 롤러(RPM : 100, 압축률 80%)를 이용하여 4회 통과시켜 과잉 코 팅액 제거를 통한 균일한 코팅층을 확보하였다. 그 이 후 75 °C 오븐에서 1시간 동안 건조시켜 polyurethane foam에 슬러리가 충분히 붙어있을 수 있도록 하였다. 이 후 건조된 시편을 알루미나 도가니에 넣고 열처리를 진 행하였다. Fig. 1(b)는 열처리 후 제작된 세라믹 폼 시 편의 사진이다. 550 °C까지 1 °C/min의 속도로 승온 후 1시간 동안 유지하여 polyurethane foam을 하소시킨 후 900 °C까지 3 °C/min의 속도로 승온 후 1시간 동안 유 지 시키고, 1,300 °C까지 5 °C/min의 속도로 승온 시켜 3시간 동안 열처리 진행하여 시편을 제작하였다.

석탄재의 화학조성은 inductively coupled plasma atomic emission spectroscopy (ICP-OES, OPTIMA 5300 DV, Perkinelmer, USA)를 이용하여 분석하였으며 결 과는 Table 1에 정리하였다. 소결된 시편의 결정상은 X-ray diffractometer (XRD, Rigaku, D/2500VL/PC, Japan)를 이용하여 관찰하였다. MoO3 함량에 따른 미세 구조 변화는 scanning electron microscope (SEM, JEOL, JSM-6390, Japan) 분석을 이용하였고, 뮬라이트 휘스커의 종횡비를 측정하였다. mercury porosimeter (Mercury Intrusion Porosimeter, Micromeritics, Autopore V, France)을 이용하여 시편들의 기공률, 기공크기와 기 공분포를 측정하였다. 또한 소결된 시편의 압축강도 (compressive strength)는 KS L 1601 규격에 따라 만능 시험기(UTM, metesco, Inspekt 250, Nederland)를 이용 하여 측정하였다.
3. 결과 및 고찰
Fig. 2는 MoO3의 함량을 0 ~ 20 wt%로 하여 1,300 °C 로 열처리 진행한 시편의 XRD 측정 결과이다. MoO3 가 첨가되지 않았을 때 뮬라이트(mullite, 3Al2O3·2SiO2), 크리스토발라이트(cristobalite, SiO2), 강옥(corundum, Al2O3), 석영(quartz, SiO2) 상이 혼재하고 있는 것을 확 인하였다. 크리스토발라이트, 강옥, 석영 상은 Al2O3와 석탄재 사이에 미반응 물질들 때문이다. 이러한 미반응 물질들은 MoO3 5wt% 첨가 시편부터 모두 반응하여 mullite 단독 상을 가지는 것을 확인할 수 있다. 이러한 반응은 MoO3가 첨가됨에 따라 반응식 (1)처럼 Al2O3는 500 °C 미만에서 Al2 (MoO4)3로 반응하게 되고 반응식 (2)와 같이 800 °C 미만에서 다시 Al2O3와 3MoO3로 분 해된다.11) 반응식 (1), (2)와 같은 반응을 통하여 다시 형성된 Al2O3는 기존 Al2O3보다 용해-침전(dissolutionprecipitation) 반응을 촉진시키며, MoO3는 SiO2에 Al2O3 가 임계농도까지 녹아드는 속도를 빠르게 만들어준다. 따 라서 1,300 °C 이상에서 MoO3는 Al2O3와 SiO2가 뮬라 이트로 상전이되어 단일 뮬라이트 상을 가진다. 또한, MoO3는 Al2O3가 임계농도까지 다 녹아드는 속도를 빠 르게 하며, Al2O3가 임계농도까지 녹아들었을 때 액상의 점도를 낮춰주며 원자간 이동을 빠르게 만드는 역할을 한다. 이러한 반응은 1차 mullitization에서 더욱 많은 mullite핵이 형성되며, 2차 mullitization의 온도가 200 °C 이상 감소하게 한다. 또한 MoO3에 의하여 c-축으로 더 욱 빠르게 성장할 수 있는 뮬라이트 핵들이 형성되어 이 방성을 띄는 뮬라이트 휘스커가 만들어진다.17)
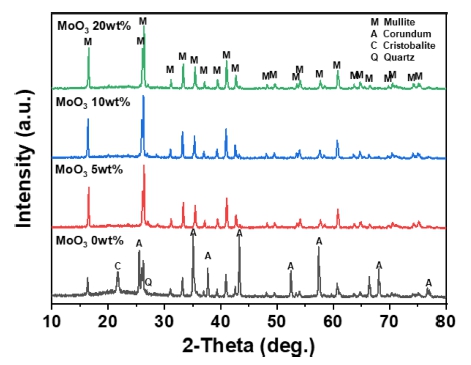


Fig. 3은 1,300 °C에서 열처리 한 다공성 세라믹의 MoO3의 함량에 따른 미세구조 변화를 보여주고 있다. MoO3의 함량이 0wt%일 때[Fig. 3(a)] XRD 결과에서 뮬라이트 상은 확인되었지만, 뮬라이트 휘스커는 성장하 지 않았다. MoO3의 함량이 5wt% 일 때[Fig. 3(b)] 뮬라 이트 휘스커의 평균 길이는 3.56 μm이고 평균 두께는 0.32 μm의 균일한 구조를 보였다. MoO3의 함량이 10 wt% 일 때[Fig. 3(c)] 뮬라이트 휘스커의 평균 길이와 두 께는 5wt% 첨가되었을 때보다 증가하여 평균 길이와 두 께는 각각 13.36, 0.32 μm 였다. MoO3의 함량이 20wt% 였을 때[Fig. 3(d)] 평균 길이가 가장 긴 뮬라이트 휘스 커를 가지는 것으로 확인하였다. MoO3의 함량이 증가함 에 따라 뮬라이트 휘스커의 길이가 점차 증가하는 것을 확인하였고, 최종적으로 뮬라이트 휘스커의 평균 길이가 최대 15.05 μm까지 성장하였으며, 뮬라이트 휘스커의 평 균 두께는 MoO3의 함량이 바뀌어도 큰 변화가 보이지 않았다. MoO3가 첨가된 모든 시편에서는 strut에 뮬라이 트 휘스커가 형성됨에 따라 미세기공이 형성되는 것을 확인하였다. 하지만 다른 산화물 촉매를 사용하여 뮬라 이트 휘스커를 성장시키면 MoO3를 사용하여 성장시켰을 때 보다 mullitization의 온도가 더 높아 수축이 더 많이 일어나게 되어 기공률이 감소하는 경향을 보였다.15) Fig. 4는 MoO3함량에 따른 뮬라이트 휘스커의 종횡비 측정 결과이다. MoO3의 함량이 증가하면서 평균 길이는 점차 증가하는 반면 평균 두께는 큰 변화를 보이지 않았다. 종횡비는 MoO3의 함량이 5wt%일 때 11.13, MoO3의 함량이 10wt%에서 41.74로 점점 증가하다가 MoO3의 함량이 20wt%일 때 최대값인 47.03의 종횡비를 가졌 다. Z. Zhu et al.의 보고에 따르면 MoO3를 촉매로 제 작한 뮬라이트 휘스커의 종횡비의 최대 종횡비는 18.4로 확인되었다.17) 기존 문헌과 비교하였을 때 종횡비의 급 격한 증가는 복제법을 이용하여 제작한 다공성 세라믹 에서 거대한 상호 연결된 기공이 형성되어 효과적인 휘 스커 성장이 가능했기 때문으로 판단된다.
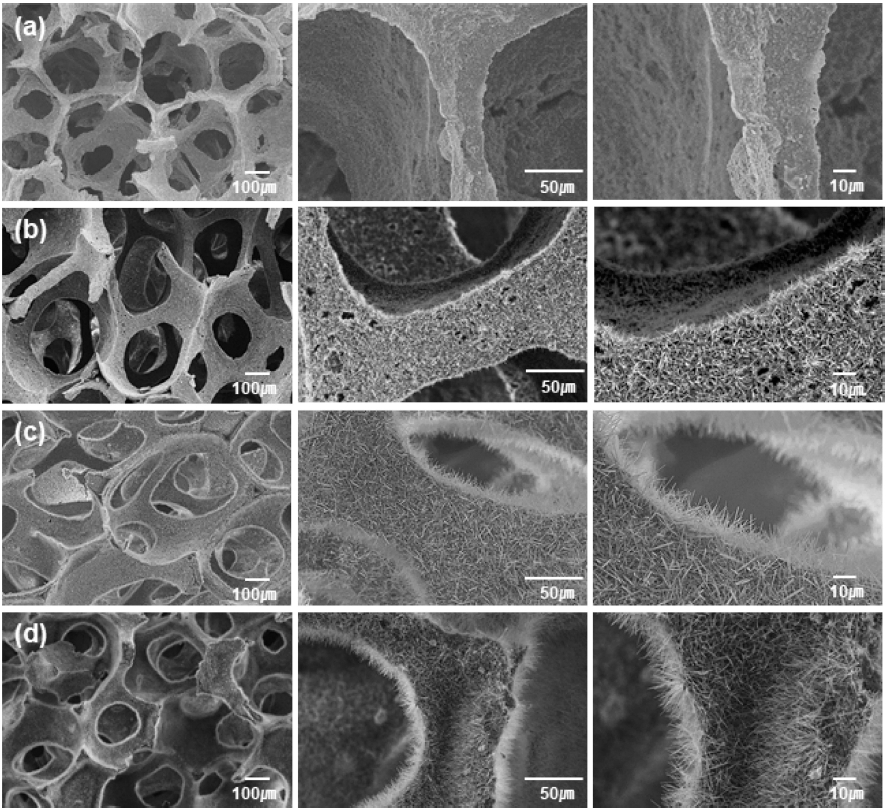
Fig. 3
SEM images of porous ceramics at different MoO3 contents : (a) 0 wt%, (b) 5 wt%, (c) 10 wt%, (d) 20 wt%.
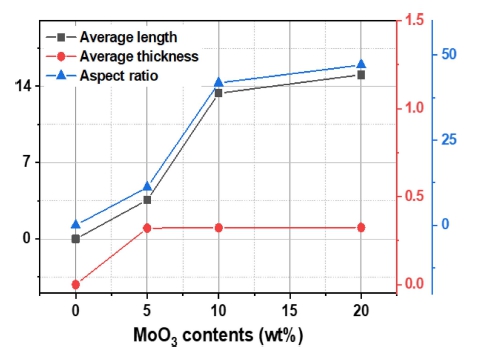
Fig. 5는 MoO3의 첨가량에 따른 다공성 세라믹 시편 의 기공 분포를 보여주고 있다. MoO3가 첨가되지 않은 시편의 기공 분포는 0.2 ~ 5 μm의 크기를 가지는 미세기 공이 거의 존재하지 않는 일정한 기공의 분포를 보인 다. 반면 MoO3가 첨가된 모든 시편은 0.2 ~ 200 μm의 크기를 가지는 다양한 크기의 미세기공이 공존하는 것 을 알 수 있다. MoO3 첨가에 따른 미세기공의 변화는 뮬라이트 휘스커의 종횡비가 길어짐에 따라 다양한 크 기 미세기공이 형성되었기 때문이다. MoO3가 5wt% 첨 가된 시편은 MoO3 10 ~ 20wt% 첨가 시편과는 다르게 약 10 μm 영역의 기공이 분포되어 있는 것을 확인하였 다. 이는 뮬라이트 휘스커가 충분히 성장하지 못하였기 때문에 strut에 10 μm의 크기를 가지는 기공이 형성된 것 으로 사료된다. 반면에 MoO3가 10wt% 이상 첨가된 시 편들은 MoO3가 5wt% 첨가된 시편보다 더 다양한 기 공크기를 가지는 미세기공들이 형성된 것을 확인할 수 있었다. MoO3가 첨가되지 않은 시편의 평균 기공 크기 는 203.24 μm로 확인되었다. MoO3가 첨가된 시편 같은 경우에는 뮬라이트 휘스커가 기공방향으로 성장하게 되 고 strut에 미세기공들을 형성하게 되어 기공크기가 감소 하게 된다. 또한 종횡비가 증가함에 따라 기공 방향으 로 성장하는 뮬라이트 휘스커들의 길이가 증가하게 되 고, strut 내부에 성장한 뮬라이트 휘스커들이 겹쳐져 가 교 영역을 형성하면서 더 다양한 크기의 기공들이 형성 되어 종횡비가 가장 높은 MoO3가 20wt% 첨가된 시편 의 평균 기공크기는 125.90 μm로 감소하였다.
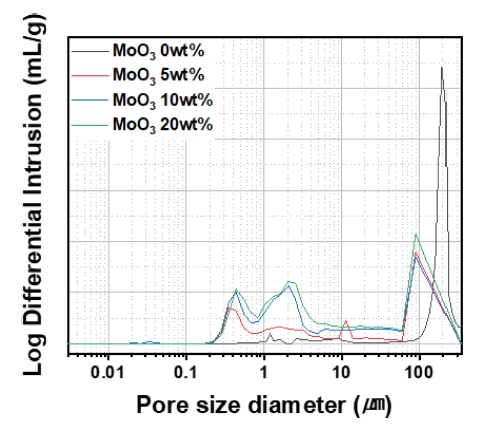
Fig. 5
Pore size distribution of porous ceramics porous ceramic at different contents of MoO3 (0 ~ 20 wt%).
Fig. 6은 각 시편들의 종횡비에 따른 다공성 세라믹 시편의 기공률 변화이다. MoO3가 첨가되지 않은 시편 의 기공률은 73.15 % 였으나 MoO3의 함량이 변함에 따 라 종횡비가 증가하면서 기공률은 점차 증가하였다. 가 장 높은 종횡비를 가지는 MoO3가 20wt% 첨가된 시편 에서 82.12 %의 가장 높은 기공률을 가지는 것을 확인 하였다. 이는 뮬라이트 휘스커가 성장함에 따라 strut에 형성되는 미세기공들 때문으로 보인다. MoO3가 5 wt% 첨가된 시편의 종횡비는 11.13, 기공률은 79.12 %으로 MoO3가 20wt% 첨가된 시편보다 낮은 종횡비와 기공 률을 가졌다. 이러한 결과로부터 뮬라이트 휘스커의 종 횡비가 높아지고 균일한 미세구조를 보일수록 더 높은 기공률을 보이는 것으로 확인되었다. Z. Hou et al.의 보 고에 따르면 다른 산화물 촉매를 사용하여 뮬라이트 휘 스커를 성장시킨 다공성 세라믹의 경우 MoO3를 촉매로 사용하였을 때 보다 낮은 기공률을 보이고 있다.16) 이는 MoO3 첨가를 통한 저온에서의 뮬라이트 휘스커 성장은 strut 내부에서 그들의 상호 연결되어 있는 구조의 발달 이 시편의 치밀화를 억제하기 때문이다.17)
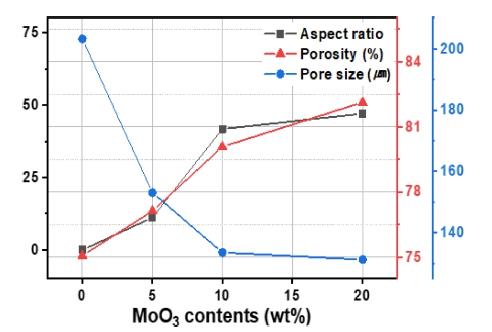
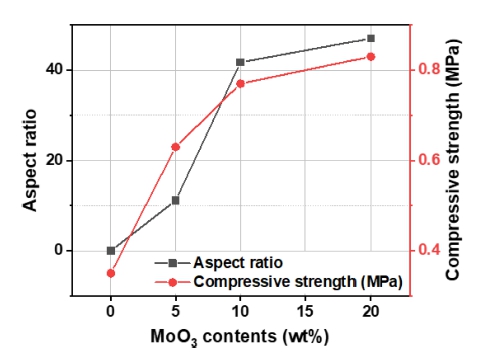
Fig. 7은 1,300 °C에서 MoO3의 함량을 0 ~ 20wt%로 소결 진행하였을 때 다공성 세라믹 시편들의 압축강도 결과이다. MoO3가 5 ~ 20 wt% 첨가되었을 때 모든 시 편의 압축강도는 MoO3가 첨가되지 않았을 때 보다 증 가하는 것을 확인하였다. MoO3가 5 wt% 첨가된 시편 의 압축강도는 0.35MPa에서 0.63 MPa로 크게 증가하 였다. 이는 뮬라이트 휘스커의 성장으로 인하여 strut에 가교 영역이 형성되어 증가한 것으로 판단된다. 그 이 후 MoO3의 함량이 증가함에 따라 압축강도는 점차 증 가하여 MoO3의 함량이 20wt% 일 때 0.83MPa으로 가장 높았다. 이러한 뮬라이트 휘스커의 종횡비 증가에 따른 압축강도 향상은 뮬라이트 휘스커의 종횡비가 높 아질수록 strut에 더 많은 가교 영역이 형성되기 때문 이다.11)
4. 결 론
본 연구에서는 복제법을 이용하여 높은 다공성과 우 수한 기계적 물성을 갖는 뮬라이트 휘스커가 성장된 다 공성 세라믹을 제작하였다. 뮬라이트 휘스커의 출발 물 질로 Al2O3, 석탄재를 사용하였으며, 촉매로 MoO3를 사 용되었다. MoO3의 첨가로 인하여 저온에서 침상구조를 가지는 뮬라이트 휘스커를 합성하였다. 그 후 뮬라이트 휘스커의 종횡비가 소결체의 기계적 물성에 미치는 영 향에 대하여 확인하였다. MoO3가 첨가되지 않은 시편 을 1,300 °C에서 열처리 하였을 때 뮬라이트 휘스커는 확인되지 않았고, MoO3가 첨가된 모든 시편에서 뮬라 이트 휘스커가 성장한 것을 확인할 수 있었다. MoO3의 첨가량이 증가함에 따라 뮬라이트 휘스커의 종횡비는 높 아졌으며, 종횡비가 증가할수록 더 많은 뮬라이트 휘스 커들이 더 많은 가교 영역을 형성하여 높은 기계적 강 도를 얻을 수 있었다. 또한 MoO3가 첨가됨에 따라 뮬 라이트 휘스커가 형성되면서 거대한 기공과 미세한 기 공이 혼재하는 기공 분포를 가졌으며, 이러한 미세기공 의 형성으로 인하여 기공률이 더욱 증가하였다. MoO3 가 20 wt% 첨가된 시편을 1,300 °C에서 소결하였을 때 종횡비와 기공률은 47.03, 82.12 %로 가장 높았으며, 0.83 MPa의 상대적 높은 압축강도를 가지는 것으로 확 인되었다.
